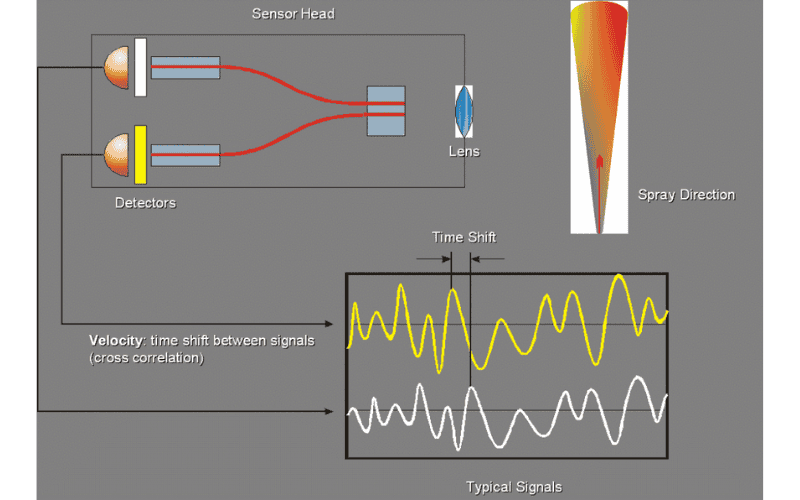
喷丸强化是一种关键的表面处理工艺,它通过引入残余压应力、提高疲劳寿命和抗应力腐蚀性能来增强材料性能。传统上,该工艺的强度是使用阿尔门试片测量的,阿尔门试片依靠饱和曲线来确定喷丸后的弧高。这种反复试验的方法虽然有效,但耗时较长,需要多次迭代才能优化工艺参数。Shotmeter 是 Tecnar Automation 与 Progressive Surface 合作推出的产品,它提供了一种可靠且多功能的喷丸强度测量和控制解决方案,解决了航空航天、医疗和汽车等不同应用领域长期以来在工艺效率和一致性方面面临的挑战。 Shotmeter-G3 系统采用双光纤装置,可检测喷雾流沿线两个精确间隔的测量点处的颗粒流量。传感器检测到的亮度信号通过互相关分析,计算出两点之间的时间延迟。由于间隙恒定且精确已知,因此可以确定速度,精度在 2% 以内。 这种创新方法是对阿尔门试片在工艺控制中的补充。速度测量可以与多个系统集成,实现无缝工艺监控、参数调整和数据归档。Shotmeter 可提供关于粒子速度、介质流速及其与强度直接关系的可操作洞察。通过经验模型和特定于机器的速度指纹,操作员无需依赖耗时的饱和曲线开发即可预测强度分布。 除了加速开发之外,Shotmeter 还可用作强大的故障排除工具。它通过检测速度分布中的异常情况来促进定期的机器健康检查,使操作员能够诊断喷嘴磨损或介质不一致等问题。在一个案例中,一家航空航天制造商通过识别故障的阿尔门试片解决了生产中断问题,并利用 Shotmeter 数据在几天(而不是几周)内找出根本原因。 Shotmeter 通过在指定的时间间隔提供速度测量来确保符合既定的工艺限值,并防止缺陷部件继续留在生产中,从而确保始终如一的工艺质量。该系统能够在出现偏差时暂停运行并触发维护或质量警报,凸显了其在现代制造环境中作为关键保障措施的作用,从而实现以质量为导向的生产实践。 […]
使用测力计提高喷丸强化质量控制:一种现代化的强度测量方法