DPV Evolution:
Research standard for thermal and cold spray measurements
The benchmark for monitoring in-flight particle dynamics. It measures individual particle velocity, temperature and size.
Talk to an expertA stellar track record
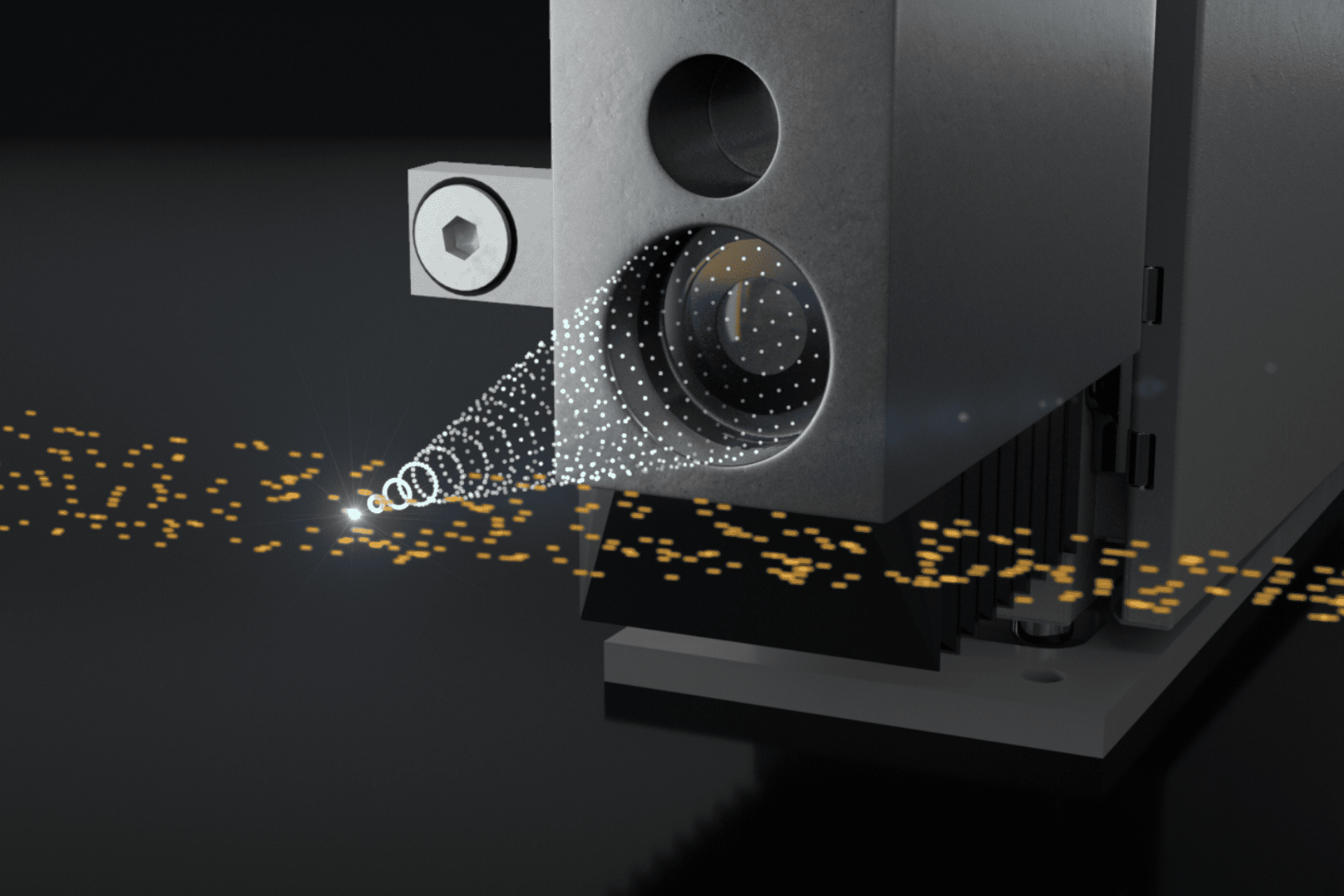
Invented in 1990, the concept of the DPV Evolution is simple. It uses an advanced optical system to detect individual particles within the spray plume. Thanks to proprietary-designed masks and numerical processing, it retrieves the temperature, the velocity and the relative size of each individual particle.
More than 1,000 papers have been published on DPV results and today, it is still the absolute best method for advanced research in the field of in-flight characterization of sprayed particles.
Individual particle temperature
Individual particle velocity
Individual particle size
Temperature distribution
Velocity distribution
Size distribution

The DPV Evolution advantage
The best accuracy in the industry
The DPV Evolution’s main edge is that it has a very small sampling volume within the spray plume. This sampling volume is spectrally and spatially filtered, which produces a distinctive signal when a particle travels through this volume. Although thousands of particles cross the DPV sampling zone every second, only the ones that generate the profile of an individual particle are collected in the measurement. That’s why the reliability of the data produced by the DPV is still unquestioned after 30 years. It is still being used to verify other particle detection technologies, such as PIV and DOPPLER systems.
Advanced correlations
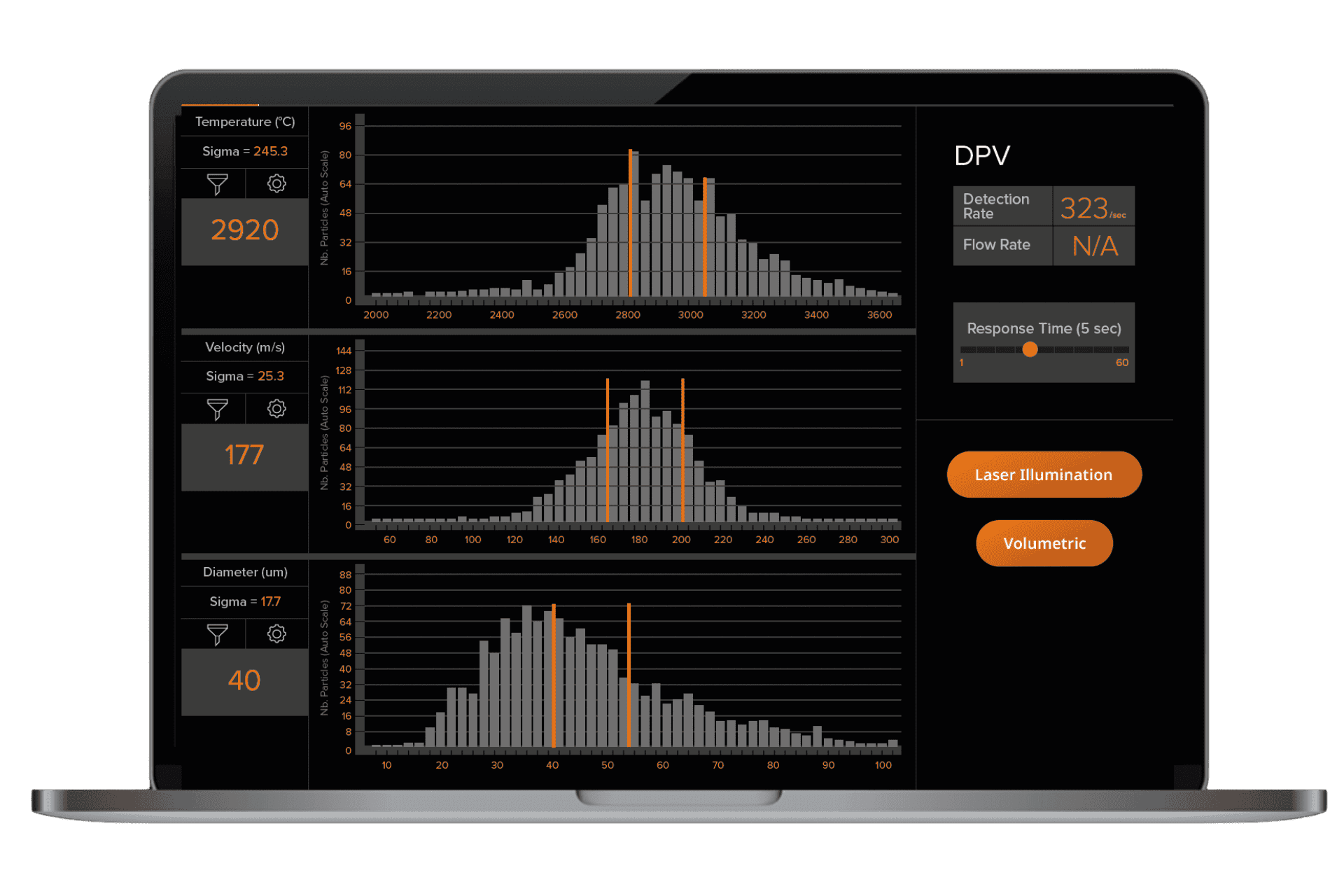
One of the main advantages researchers appreciate is the ability to correlate measurements with one another. Due, once more, to the single particle detection, the distribution of velocities and temperatures can be displayed as a function of the particle size or volume. We call these volumetric distributions and they are key to seeing the true velocity of the particles that actually build your coating. Using the DPV Evolution distributions, operators can optimize the spray parameters to achieve the desired coating properties or deposition efficiencies.
In this image, the operator has chosen to display secondary distributions for temperature and velocity (in green) for the particles identified by the green rectangle, which corresponds to the lower end of the size distribution. As one should expect, these particles have a bias towards higher temperatures and velocities.
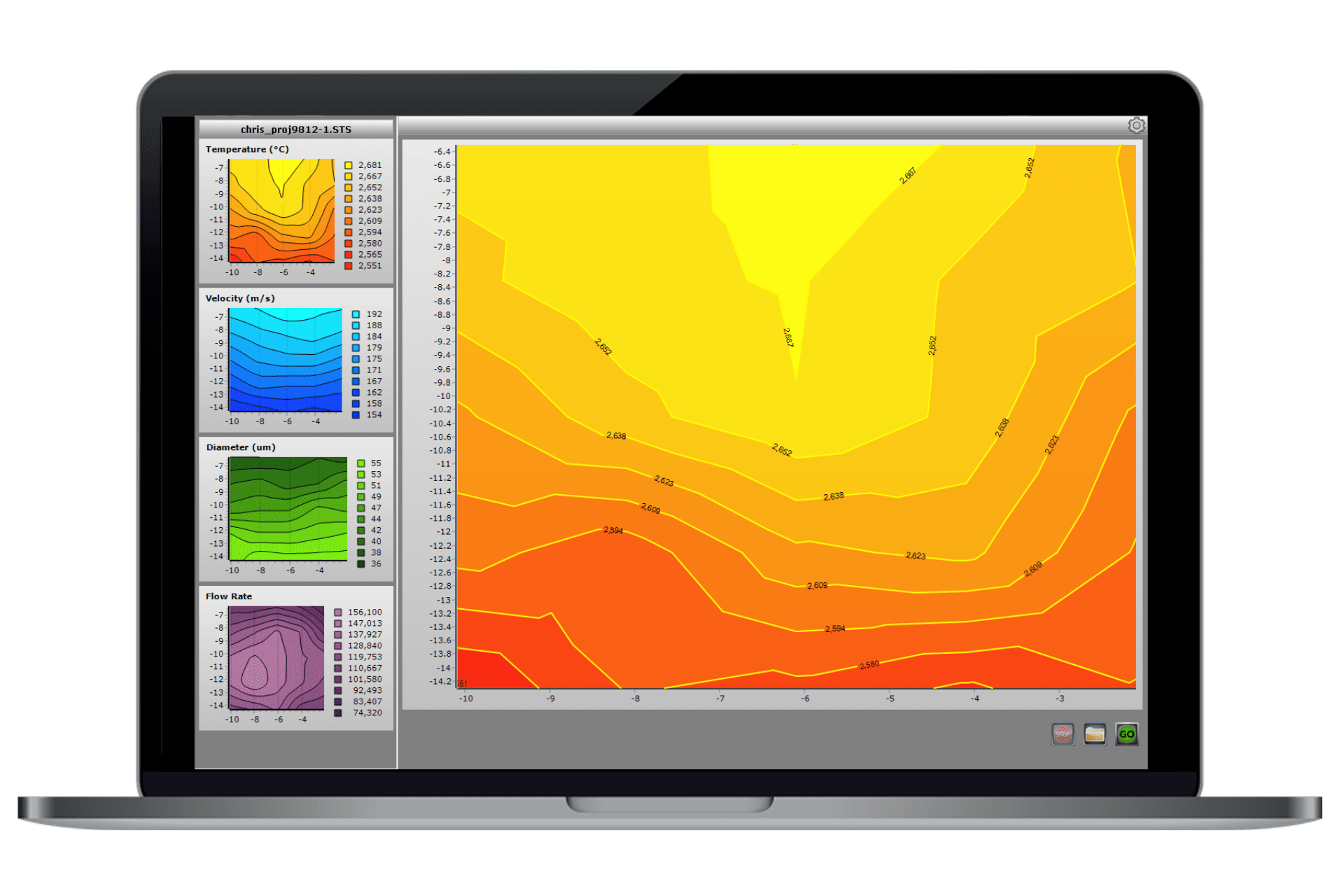
Cross-sectional mapping
The DPV Evolution comes standard with an X-Y scanning unit. The unit can automatically centre the gauge on the spray plume. It also provides complete spatial mapping of your velocity, temperature and size distributions at the exact plane where your substrate will be later. For processes with radial injections, it’s critical to know where the heavy or light particles are heading and what their temperature is once they impact the surface.
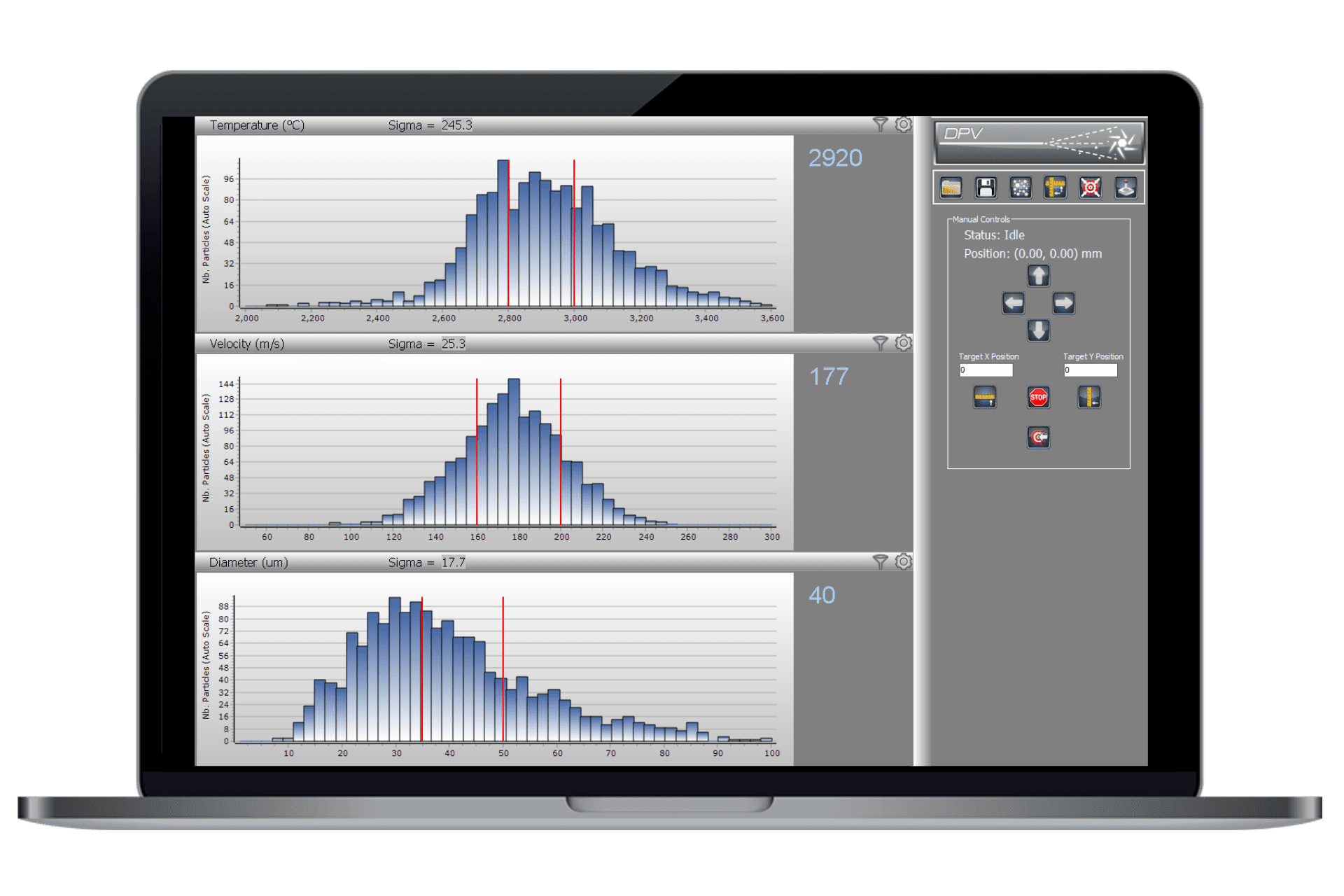
Easy to use
Compared to other single particle detection technologies, the DPV Evolution is by far the easiest to install and operate. The typical signal produced by a single isolated particle is easily understood by any DPV operator, so it’s simple to adjust the instrument’s processing filters when approaching a new material. Also, the velocity, temperature and size distributions lend valuable insight about the justness of the instrument’s settings. Any truncated distribution will stand out and the operator can easily adjust the system accordingly.
CPS option
With the Cold Particle Sensor option (CPS), the DPV Evolution can detect and measure cold particles. It is commonly used for colder processes such as HVAF or any cold spray process.
Cold particle velocity
Cold particle size
Cold particle velocity and size distribution
CPS : Cold Particle Sensor
The DPV Evolution collects the light naturally emitted by hot particles. For temperatures below 1000 °C, depending on the material, it becomes harder to track particles. In these cases, the distributions will appear severely truncated.
The CPS option is a laser-based illumination that allows all particles down to a few microns in size to be visualized. Combining the velocity and size distribution with the CPS option, the DPV Evolution operator can complete the measurements that were lacking for cold particles.
Technical specifications - DPV Evolution
Measurements ranges
Particle temperature
≥1050 °C, size and emissivity dependent at 3% precision
≥1922 °F, size and emissivity dependent at 3% precision
Particle velocity
Low speed configuration: 5-400 m/s at 2% precision
High speed configuration: 400-1200 m/s at 2% precision
Low speed configuration: 16-1300 f/s at 2% precision
High speed configuration:1300-3900 f/s at 2% precision
Particle diameter
5-300 µm, depending on process parameters
0.2-11.8 thou, depending on process parameters
Measurement volume information
Temperature & velocity measurement volume
Low speed configuration: 0.15 mm³ at 5 mm depth of field
High speed configuration: 0.43 mm³ at 5 mm depth of field
Low speed configuration: 9.1 e-6 in.³ at 0.2 in. depth of field
High speed configuration: 2.6 e-5 in.³ at 0.2 in. depth of field
Working distance
100 mm
4 in.
XY Scanning unit travel range
100 mm x 100 mm
4 in. x 4 in.
Product options
CPS Laser
Class-4 laser 3.3W for cold particles characterization
Accuraspray 4.0 for DPV
For spray plume geometry characterization through camera analysis
Substrate temperature pyrometer
0-500 °C
32-932 °F
Measurements range with Acurraspray 4.0 for DPV option
Spray plume width and position
±0.6 mm accuracy
±0.02 in. accuracy
Plume angle
0.2 degree accuracy
Plume intensity
5% accuracy
Plant supplies
Power requirements
120/230 VAC Auto-Switch 50/60 Hz 4.9/2.7A
Air supply
1.35-2 bar
20-30 psi
Dimensions and weight
Scanning unit
706 mm x 367 mm x152 mm, 13 kg
27.8 in. x 14.5 in. x 6 in., 28.7 lbs
Controller
770 mm x 580 mm x 305 mm, 40 kg
30.3 in. x 22.8 in. x 12 in., 88.2 lbs
Calibration module
200 mm x 304 mm x 340 mm, 8 kg
7.9 in. x 12 in. x 13.4 in. 17.6 lbs
Shipping (product + crate)
87 cm x 71 cm x 95 cm, 150 kg
34.3 in. x 28 in. x 37.4 in., 330.7 lbs
Interested in the Tecnar DPV Evolution?
Leave your details so our experts can contact you.
Our team will answer all your questions and suggest the best solution for your needs.